专业从事有色金属的延压加工
以锆、锆合金的生产加工销售为主,钛、钛合金的生产加工销售为辅
15336169711


宝鸡锆板焊接工艺是怎样的呢?下面小编为您一一解答!
一,概述
锆(Zr)在地壳中含量并不多,属于稀有元素。常温下,锆在酸、碱和各种介质中均有良好的耐蚀性和强韧性,但锆及锆合金的力学性能和耐蚀性随温度升高的下降,在500℃以上时就会失去耐蚀性,力学性能也会降低。所以,锆及其合金的焊件仅能应用于500℃以下的环境。另外,锆是一种化学性质极活泼的元素, 很容易被气体污染,尤其是在氮气和氢气气氛中。温度低于400 ~500℃,锆与氮的作用很弱;在800~900℃,锆与氮的作用很强,形成氮化锆;在900~1000℃,锆能强烈地吸收氢,形成ZrH2,并且非常容易产生氢气孔。
纯锆板材的焊接特点:锆及锆合金的弧焊工艺接近钛及钛合金的焊接工艺,宝鸡锆板厂家表示其焊接过程的焊缝保护效果要高于钛及钛合金,焊接时的各种措施要严于钛及钛合金。焊枪上的拖罩与焊件的距离h尽量小(h≤6mm),主喷嘴与拖罩的氩气流量要配合好,既不能太大,也不要过小,不要在主喷嘴处形成气体涡流,影响保护效果。
二,焊前准备
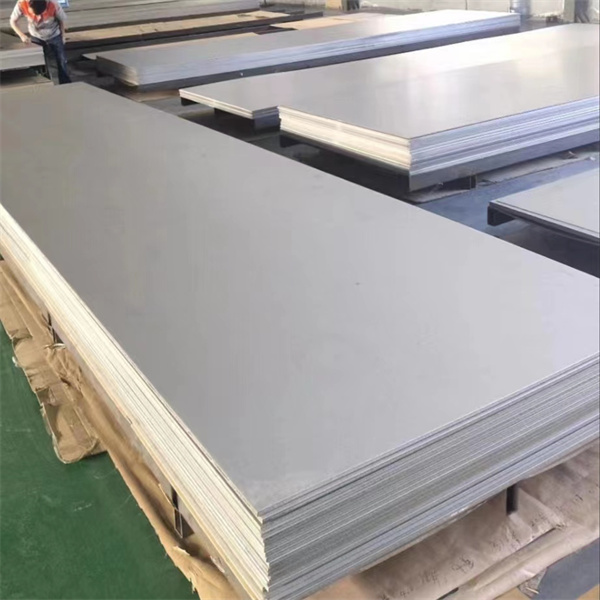
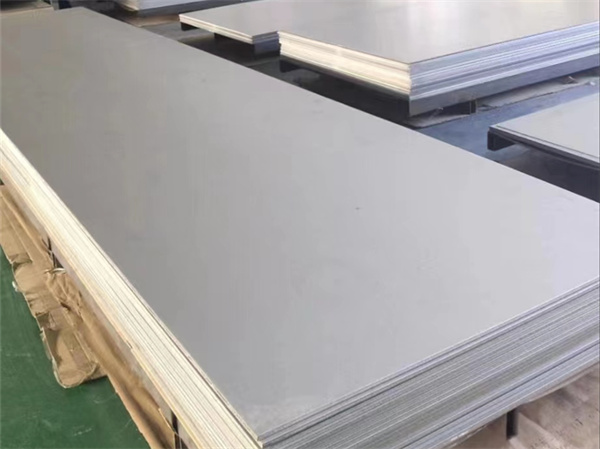
(1)焊件材质纯锆(Zr-1)板。
(2)焊件尺寸规格为厚4mm。
(3)坡口形式:Zr-1板的坡口形式
(4)焊接材料:ERZr-2焊丝,直径为1.6mm。
(5)钨极:WCe-5型,直径为2mm,采用**钨极,可以**电弧的稳定与足够的熔深,通常使用的圆锥角为30°~60°,**要磨平,直径约为0.4mm。
(6)焊接设备WS-400型焊机1台。采用直流正接。
(7)氩气纯氩的体积分数为99.99%,露点为-45℃。
(8)辅助工具和量具角向打磨机、钢丝刷、和焊缝**量规等。
三,定位焊
(1)焊前的打磨:将焊件先用丙酮在坡口两侧各80mm范围内的油、污垢擦净,然后用不锈钢钢丝轮打磨并去除坡口及其两侧各30mm范围内的氧化皮,直至露出金属光泽。
(2)焊件定位:按图1所示进行组装,在焊缝的背面进行定位焊,定位焊缝长度为50mm,定位焊距焊件两端各适当留空。在焊件的两端安装引弧板与引出板。Zr-1(纯锆)板材定位焊的焊接参数见图2,与正式焊接参数相同。宝鸡锆板生产厂家
(3)安装带凹槽的铜垫板:在定位焊焊完的焊件上安装带凹槽的铜垫板。
四,正式焊接
(1)在焊接引弧前将氩气通往垫板、拖罩、焊枪喷嘴内,清除该处的空气,然后进行引弧。
(2)按焊接参数进行选择。
(3)向焊缝熔池填送焊丝熔滴时,焊丝加热端要在氩气保护层内进行。
(4)焊接时要集中热输入能量加热焊件和加快冷却速度,避免锆焊件长时间在高温下氧化。
(5)有条件的尽量在氩箱内进行焊接。
以上就是宝鸡锆板公司小编讲解的全部知识内容了,希望对大家能够有所帮助,期待我们的下次见面啦!
 电话:15336169711
电话:15336169711 邮箱:920122665@qq.com
邮箱:920122665@qq.com  地址:陕西省宝鸡市高新开发区八鱼镇姬家殿村八组
地址:陕西省宝鸡市高新开发区八鱼镇姬家殿村八组






 当前位置:
当前位置:





